玻璃瓶退火炉网带哪家好批发_山东退火炉网带(立即咨询)
2018-12-28 21:20:13
退火炉网带在保护气氛条件下进行理想的连续烧结/退火工艺流程。该生产线具有控制先进、节奏显著、维修容易等特点。工件输送采用耐高温金属网带无级调速。全线加热区均采用PID无触点自动调功控制,多区控温,保护气源采用氨解炉并带气体纯化装置配套玻璃瓶退火炉网带。也可用于不锈钢制品山东退火炉网带,餐具、工具、小形零件等在可控气氛条件下进行理想的连续光亮退火、淬火、各种精密电工材料,不锈钢,电子五金产品等光亮热处理,用于消除冲片或铁心片的机械应力,恢复其电磁性能的连续退火设备。
不锈钢网带产品简介
按叫法:不锈钢网带、不锈钢输送带、不锈钢金属输送带、不锈钢金属网带、不锈钢金属传送带、不锈钢传动带、不锈钢金属传动网带、金属螺旋网带、金属转弯网带;
按行业:食品加工机械、玻璃制品、输送机械等全自动设备上的输送带;
按材质:A3低碳钢网带、1cr13网带、201网带、304网带、ICY18N19Ti网带 、2520网带、316网带等;
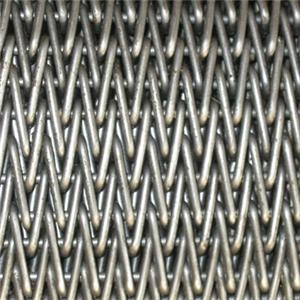
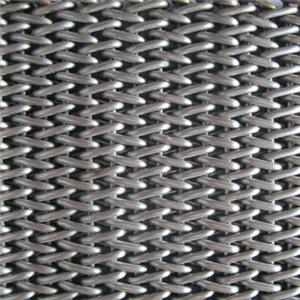
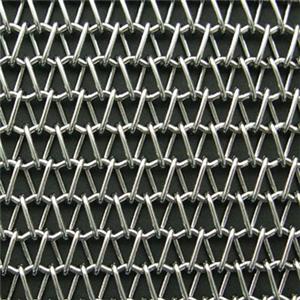
按形状:人字形网带、乙字形网带、菱形网带、马蹄式网带(长城网带)、链条式输送带、眼镜形网带、链板式网带、球型网带 、链钩型金属输送带、冲片型金属输送带等;
应用范围流水线金属传动网带,热处理炉耐高温网带;不锈钢网带;输送网带;隧道式窑炉网带;长城网带;烘干网带;涂装设备网带;喷涂设备网带;清洗机网带;食品网带;食品清洗输送链板;不锈钢链板;人字形网带;双旋节能网带;喷油冷却网带;乙字型网带;挡板输送带;链条输送带;果蔬清洗网带;速冻机链网;单冻机链网;速冻马蹄式网链;蔬菜脱水流水线设备输送链网等。
1、食品饼干行业:网带、冷却喷油机网带、平弯机网带、巧克力涂层机乙形网带。同时生产饼干机械、喷蛋机乙型网带及肉食输送乙型网带,进口机器超薄节能网带;
2、 方便面及米粉行业;蒸熟网带、油炸盒、烘干吊盒、切丝刀、刀梳、面刀、面梳、支轴、成型盒等;
3、 各种速冻食品、蔬菜脱水流水线设备用不锈钢平顶链.、排屑链条、输送链条、网带、支轴等;
4、 玻璃退火炉网带、烤花炉网带、输瓶机网带、马赛克网带,规格有曲轴型、直轴型、菱形、双股螺旋型;
5、制造各种链板式转弯机,网带式输送机及金属网链带的设计与制造。可生产弹簧的线径范围0.25-14mm,压簧、扭簧、塔簧、拉簧、蝴蝶簧、蛇型簧等!
产品用途1、产品应用范围:速冻、烘烤机械的平面输送、螺旋输送、食品机械的清洗、杀菌、烘干、冷却、蒸煮等玻璃机械的退火、烤花、输瓶等。
2、各种流水线的输送。广泛用于玻璃制品行业的退火炉网带、烤花炉网带等。
3、食品加工行业、脱水蔬菜、速冻食品 单冻机前处理网带、链网。
4、粉末冶金、金属热处理、淬火、烧结、钎焊、焙烧、光亮、发黑、轴承、渗碳高温炉网带、挡板式网带、涂装烘干线输送网带、泡沫镍还原生产线网带、清洗机、提升机、干燥机、烘干机、固化炉网带。等各输送工艺设备山东不锈钢网带。
不锈钢网带正确使用方法:
1.安装应正确安装的时候,必须使输送机输出轴与传动箱输入轴保持平行,可以调节输送机在机架上的位置来解决,而且应该使不锈钢网带安装位置与不锈钢网带轮垂直,因为不锈钢网带传动是依靠其两侧面传递动力的,安装正确就可以延长其使用寿命。
2.松紧度应合适要及时调整不锈钢网带的松紧度,不锈钢网带过松,会引起打滑,不能很好地传递动力;不锈钢网带过紧,会增加发动机的功率损耗,并使不锈钢网带早期磨损。为了合理地使用不锈钢网带,人们对不锈钢网带的松紧度还有一个具体的要求,即常使不锈钢网带中部被四指压下垂直为20毫米左右为合适。
3.拆装应正确在拆装不锈钢网带时,有的人不仅撬不锈钢网带的方式不当,而且使用的工具也不妥当,像带刃或者棱角锋利的工具都会把不锈钢网带划伤或者划出印痕,这样,不锈钢网带在高速运行时,就会使裂痕逐渐扩大而断裂。
4.更换应合理有的人在选择不锈钢网带的时候,不注重型号或规格,更有甚者一组不锈钢网带长短不一,或者新旧不同。这样不锈钢网带的松紧度也必然各不相同,从而被各个击破。所以,更换不锈钢网带的时候,必须成组更换,决不要任意添入或者减少一根不锈钢网带。假如采用一根不锈钢网带来传递动力,显然会很快使之折断,同时又使发动机利用率降低。
5.避免油水污染、烈日曝晒不锈钢网带上沾上油、水,不仅会影响其传动性能,增大滑动,降低传动效率,而且时间长了易使其变质,缩短使用寿命,故在使用中应防止不锈钢网带沾上油污或沾泥水,要经常清除胶带轮槽中的泥污,并应尽量避免烈日曝晒,以防止胶带老化变质。
如何有效解决退火炉网带应用中出现的跑偏问题
对于退火炉网带等相关产品有所了解的用户都知道,对其应用不可避免的会出现跑偏的问题,而其跑偏的原因有多种,其主要原因是安装精度低和日常的维护保养差。安装过程中,头尾滚筒、中间托辊之间尽量在同一中心线上,并且相互平行,以确保输送带不偏或少偏。另外,带子接头要正确,两侧周长应相同。在使用过程中,如果出现跑偏,则要作以下检查以确定原因,进行进行调整。
(1)检查托辊横向中心线与带式输送机纵向中心线的不重合度。如果不重合度值超过3mm,则应利用托辊组两侧的长形安装孔对其进行调整。具体方法是输送带偏向哪一侧,托辊组的哪一侧向输送带前进的方向前移,或另外一侧后移。
(2)检查头、尾机架安装轴承座的两个平面的偏差值。若两平面的偏差大于1mm,则应对两平面调整在同一平面内。头部滚筒的调整方法是:若退火炉网带向滚筒的右侧跑偏,则滚筒右侧的轴承座应当向前移动或左侧轴承座后移;若输送带向滚筒的左侧跑偏,则滚筒左侧的轴承座应当向前移动或右侧轴承座后移。尾部滚筒的调整方法与头部滚筒刚好相反。
(3)检查物料在输送带上的位置。物料在输送带横断面上不居中,将导致输送带跑偏。如果物料偏到右侧,则皮带向左侧跑偏,反之亦然。在使用时应尽可能的让物料居中。为减少或避免此类输送带跑偏可增加挡料板,改变物料的方向和位置。