速冻机不锈钢网带多少钱报价_青海烤花炉网带(立即咨询)
2018-12-31 18:28:16
铝材退火炉主要用于不同牌号、不同规格的铝卷材、板材、箔材的成品退火及中间退火。可以用做保护性气体退火或不带保护性气体退火。
该铝材退火炉主要有10t、15t、20t、25t等系列,主要由送料小车、炉子本体、旁路冷却器、电器控制系统、计量检测系统等部分组成。
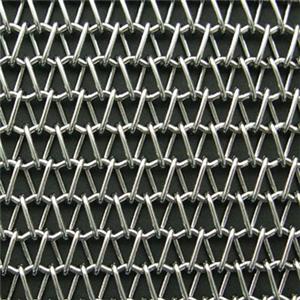
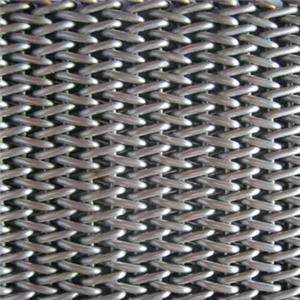
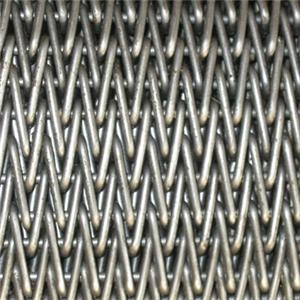
不锈钢网带定义是什么 不锈钢网带因为行业、材质、形状以及规格的不同有着多种不同的叫法速冻机不锈钢网带,按行业不锈钢网带可用于食品加工机械、玻璃制品、输送机械等全自动设备上的输送带;按材质不锈钢网带可分为A3低碳钢网带、1cr13网带、201网带、304网带、ICY18N19Ti 网带、2520网带、316网带等;按形状不锈钢网带可以分为人字形网带、乙字形网带、菱形网带、马蹄式网带(长城网带)、链条式输送带、眼镜形网带、链板式网带、球型网带 、链钩型金属输送带、冲片型金属输送带等;按规格不锈钢网带可以分为链条网带山东退火炉网带,链杆网带,螺旋网带等。
不锈钢网带现在已经成为输送行业中必不可少的输送设备之一,并且深受广大用户的普遍认可,不过该网带的接口是否正确合理的进行搭接直接影响着我们的输送效率,今天就为大家详细介绍几种不锈钢网带合理的搭接接口的方法: 不锈钢网带热硫化接头法:能够保证高的接头效率,同时也非常稳定,接头寿命也很长,容易掌握。但是存在工艺麻烦、费用高、接头时间长等缺点。 不锈钢网带接头方法:所有的输送带必须接成环形才能使用烤花炉网带,所以输送带接头的好坏直接影响输送带的使用寿命和输送线能否平稳顺畅地运行。一般输送带接头常用方法有机械接头、冷粘接接头、热硫化接头等。 不锈钢网带机械接头法:一般是指使用皮带扣接头,这种接头方法方便便捷,也比较经济,但是接头的效率低,容易损坏,对输送带产品的使用寿命有一定影响。PVC和PVG整芯阻燃抗静电输送带接头中山东不锈钢网带,一般8级带以下的产品都采用这种接头方法。 不锈钢网带冷粘接头法:即采用冷粘粘合剂来进行接头。这种接头办法比机械接头的,也比较经济,应该能够有比较好的接头效果,但是从实践来看,由于工艺条件比较难掌握,另外粘合剂的质量对接头的影响非常大,所以不是很稳定。 不锈钢网带合理的搭接接口的方法主要就是这些,我们一定要根据以上说明进行正确操作,只有这样才能更加顺利的完成我们的输送任务,从而获得更好效益。
如何有效解决退火炉网带应用中出现的跑偏问题
对于退火炉网带等相关产品有所了解的用户都知道,对其应用不可避免的会出现跑偏的问题,而其跑偏的原因有多种,其主要原因是安装精度低和日常的维护保养差。安装过程中,头尾滚筒、中间托辊之间尽量在同一中心线上,并且相互平行,以确保输送带不偏或少偏。另外,带子接头要正确,两侧周长应相同。在使用过程中,如果出现跑偏,则要作以下检查以确定原因,进行进行调整。
(1)检查托辊横向中心线与带式输送机纵向中心线的不重合度。如果不重合度值超过3mm,则应利用托辊组两侧的长形安装孔对其进行调整。具体方法是输送带偏向哪一侧,托辊组的哪一侧向输送带前进的方向前移,或另外一侧后移。
(2)检查头、尾机架安装轴承座的两个平面的偏差值。若两平面的偏差大于1mm,则应对两平面调整在同一平面内。头部滚筒的调整方法是:若退火炉网带向滚筒的右侧跑偏,则滚筒右侧的轴承座应当向前移动或左侧轴承座后移;若输送带向滚筒的左侧跑偏,则滚筒左侧的轴承座应当向前移动或右侧轴承座后移。尾部滚筒的调整方法与头部滚筒刚好相反。
(3)检查物料在输送带上的位置。物料在输送带横断面上不居中,将导致输送带跑偏。如果物料偏到右侧,则皮带向左侧跑偏,反之亦然。在使用时应尽可能的让物料居中。为减少或避免此类输送带跑偏可增加挡料板,改变物料的方向和位置。